GSK988T & GSK218MC CNC System Applies on the Cutter Bar Processing of Longyang Company
Customer Requirement
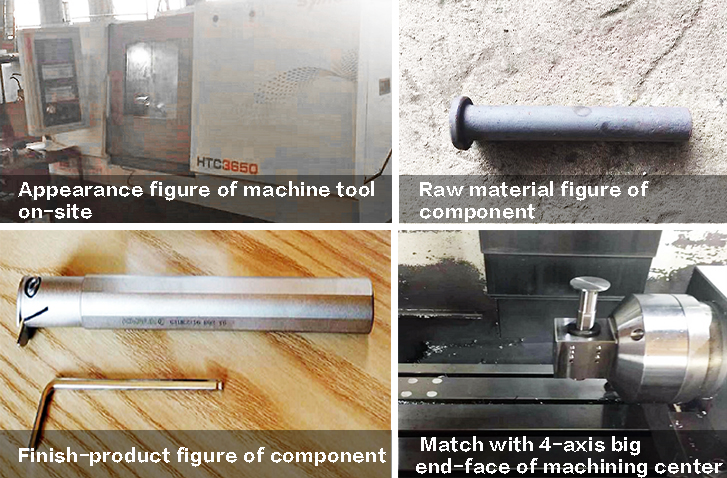
- Customize the cutter bar and milling processing project of the inner hole and improve the product efficiency.
Troubleshooting
- Customize 2 pieces of Shenyang HTC3650 to match with GSK988T CNC system and 1 of Baoji VMC850L to match with the vertical machining center of GSK218MC.
- To select the four-axis control of the machining center and configure with the Yantai four-axis revolving worktable that made in domestic; the CNC turning machine is 8-station hydraulic turret that configures with 3-hand chuck and hydraulic tailstock.
- To customize the detailed processing project and guarantee its quality of components.
The machining project of turning is divided into:
- Rough-finish adopts HTC3650 hydraulic chuck that configures with the hydraulic tailstock to complete the clamping twice. Procedure 1 is regarded as the outer circle of the clamping cutter bar, rough-machining outer circle of end face and plane surface. Process 2 is treated as big end-face that the clamping is performed already, which configures with the outer circle of cutter bar of tailstock machining.
- Fine-machining adopts HTC3650 to complete it twice. Guaranteeing the component tolerance for fine-turning the outer circle of the big end-face, turn around the outer circle of the cutter bar of fine-turning and ensure the roughness and dimension of outer circle and roundness.
The machining project of milling is divided into:
- Procedure 1 is regarded as VMC850L that configures with 4-axis and manual chuck, manual tail-top, chuck clamps the outer circle of big end-face and machining cutter bar. Procedure 2 is treated as outer circle of the clamping cutter bar, big end-face of rough machining and plane end-face.
- Procedure 2 is VMC850L that configures with four-axis and dedicated workpiece. Clamping the outer circle of the cutter bar and processing the big end-face.
Machining Effect
- It can be solved the machining requirement of cutter bar from customers by the project and then improve its product efficiency.
- To guarantee the roundness of turning machining is 0.005mm. The roughness of outer appearance is 1.6.
- To guarantee the groove width of milling of machining center is +0.02mm. It can be carried out the clamping once by configuring with four-axis and complete the several machining surfaces therefore.